


以下是:304不锈钢复合管耐冲击的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 俊邦 产地 山东 材质 201/304 304不锈钢复合管耐冲击,俊邦金属材料有限公司为您提供304不锈钢复合管耐冲击,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,请联系俊邦金属材料有限公司,发货地:开发区工业园发货到西藏 山南市 乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、隆子县、错那市、浪卡子县。 西藏自治区,山南市 山南市是西藏古文明的发祥地之一,传说当中神猴同罗刹女结合而诞出藏民之地,历史悠久,文化灿烂。大约在原始社会时期,雅砻一带就有藏族先民繁衍生息。今泽当附近萨热村的一块土地“索当”,是传说中西藏的块农田。约在前2世纪初叶,居住在雅砻一带的人们逐渐形成部落,早期悉补野部落的首领代赞普聂赤统一牦牛部落,建立联盟政权,并确立了子孙世袭赞普制度。
想要真正了解304不锈钢复合管耐冲击产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
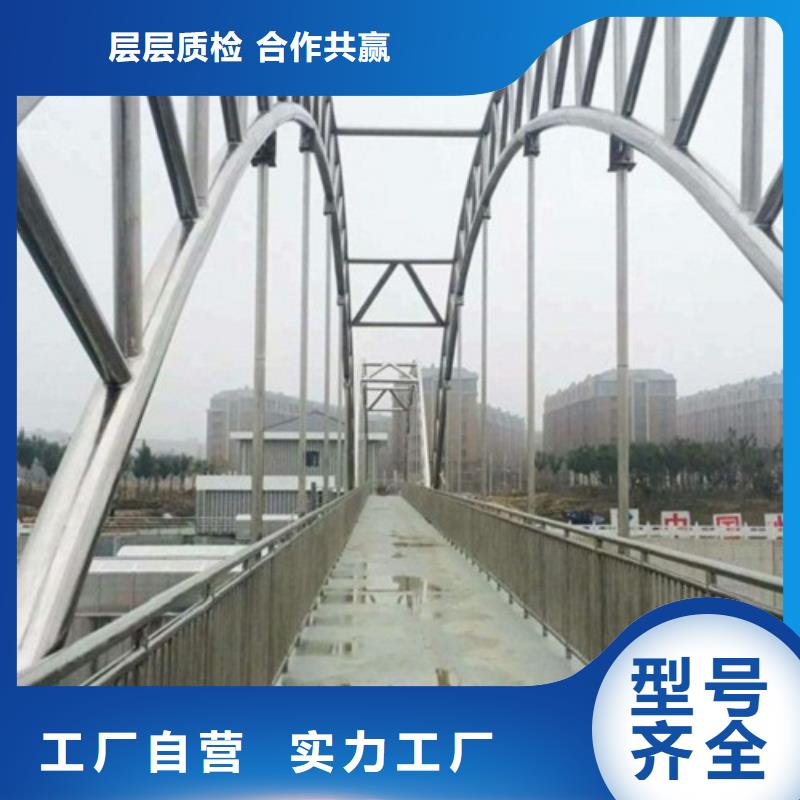
以下是:304不锈钢复合管耐冲击的图文介绍
因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
西藏山南俊邦金属材料有限公司地处开发区工业园,本公司是集生产加工经营于一体的大型企业,本公司常年销售 201不锈钢复合管。公司成立以来深受诸多单位的支持与信赖,现已评为“信誉单位”、“重合同单位”。公司与各大厂商长期合作,进货渠道稳定、资金雄厚,赢得新老客户的信赖,“经营方式灵活,为客户服务,为单位解难。”质量优,价格合理,我单位凭借良好的信誉,完善的服务、充足的货源在国内同行业中有口皆碑!
用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。
您是想要在西藏山南市采购高质量的304不锈钢复合管耐冲击产品吗?俊邦金属材料有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的304不锈钢复合管耐冲击产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-17768165506,QQ:502309354,地址:《开发区工业园》。








